型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

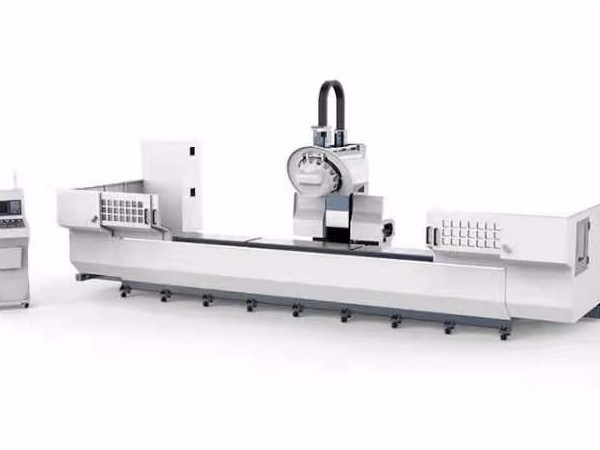
攪拌摩擦焊接機工件加工是機械操作,機械操作最重要的就是嚴謹,執行標準的做法,這樣產品的制作才不會出紕漏, 攪拌摩擦焊接機工件在加工過程中的注意事項是什么?
一:在高模制精密零件,在主軸指示器工具的應用被檢測到,使得3米內的靜抖動控制,或更換需要重新工具架夾持系統,如果有必要的話;
二:攪拌摩擦焊加工無論是首次通過加工的零件,還是一個周期性重復生產加工的零件,加工前都必須嚴格按照設計圖樣工藝、程序和刀具結構調整卡,進行逐把刀、逐段程序的檢查人員核對,尤其是企業對于工作程序中刀具長度補償和半徑補償處,必要時再做試切;cnc加工中心。
三;單段試驗時,快速開關必須置于低檔;

四:每個工具第1次使用時,必須進行驗證是否匹配到補償值的實際長度;
五:在程序進行運行中,要重點研究觀察數控技術系統上的幾種顯示;
六:坐標顯示,可以了解刀具運動點在機床坐標系和工件坐標系中的當前位置,了解本程序段中的運動量,殘馀運動多少等;
七:寄存器和緩沖寄存器顯示,內容塊可以看出,正在執行中的指令的下一個塊中的每個狀態。
八:主程序和子程序顯示,可了解正在執行工作程序段的具體研究內容。
九:對話顯示畫面,能了解機床電流主軸轉速,電流切削進給速度,主軸每次旋轉切削進給量,主軸電流切削載荷和每次行程載荷主軸每次旋轉切削進給量計算相應刀具每次切邊量;
十:當進料切口再次,在30~50毫米運行在工件表面上的工具,對保持在低速,驗證剩余的坐標軸和坐標X的值時,如果Y軸坐標值是一致的與圖案;
十一:對一些有試刀要求的刀具,采用“漸進”的方法。例如,鏜孔,可先試一小段長度,檢測一個合格后,再鏜到整個工作長度。
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號