型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

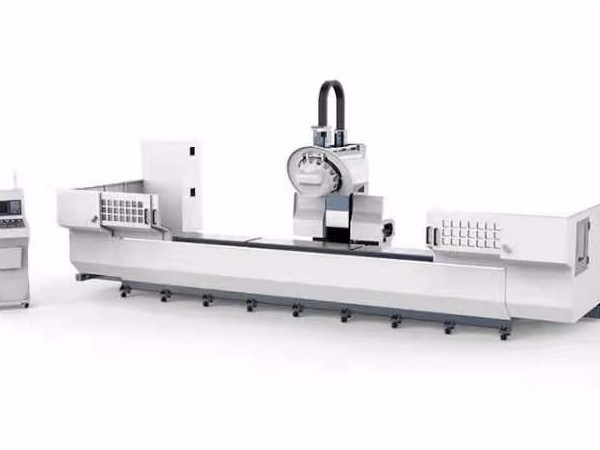
加工中心機床是備有刀庫,并能主動替換刀具,對工件進行多工序加工的數字操控機床。工件經一次裝夾后,數字操控體系能操控機床按不同工序,主動挑選和替換刀具,主動改動機床主軸轉速、進給量和刀具相對工件的運動軌道及其他輔佐機能,依次完結工件幾個面上多工序的加工。加工中心機床因為工序的會集和主動換刀,削減了工件的裝夾、丈量和機床調整等時刻,使機床的切削時刻到達機床開動時刻的8O%左右/(一般機床僅為15~20%/);
一起也削減了工序之間的工件周轉、搬運和寄存時刻,縮短了出產周期,具有明顯的經濟效果。加工中心機床適用于零件形狀比較雜亂、精度要求較高、產品替換頻繁的中小批量出產。

加工中心按主軸的安置方法分為立式和臥式兩類。臥式加工中心一般具有分度轉臺或數控轉臺,可加工工件的各個旁邊面;也可作多個坐標的聯合運動,以便加工雜亂的空間曲面。立式加工中心一般不帶轉臺,僅作頂面加工。此外,還有帶立、臥兩個主軸的復合式加工中心,和主軸能調整成臥軸或立軸的立臥可調式加工中心,它們能對工件進行五個面的加工。 加工中心的主動換刀設備由寄存刀具的刀庫和換刀安排組成。刀庫種類許多,常見的有盤式和鏈式兩類。鏈式刀庫寄存刀具的容量較大。 換刀安排在機床主軸與刀庫之間交流刀具,常見的為機械手;也有不帶機械手而由主軸直接與刀庫交流刀具的,稱無臂式換刀設備。為了進一步縮短非切削時刻,有的加工中心配有兩個主動交流工件的托板。一個裝著工件在作業臺上加工,另一個則在作業臺外裝卸工件。機床完結加工循環后主動交流托板,使裝卸工件與切削加工的時刻相重合。
科鼎數控是一家集產品研發、生產制造、市場銷售為一體的民營企業,擁有12年數控設備制造經驗,三大生產基地,全部設備原廠直售,省去中間差,為您節省,提供24小時上門服務,可定制加工中心機床,歡迎新老客戶咨詢服務熱線:0510-87553118 。
本文標簽: 加工中心機床的小常識總匯-江蘇科鼎鑫數控
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號