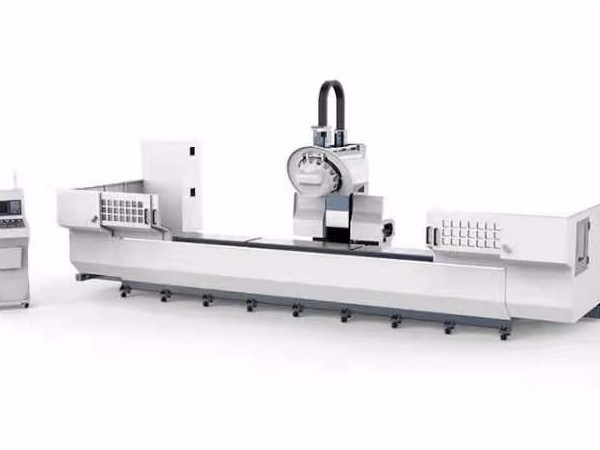
型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

科鼎鑫是一家集產品研發、生產制造、市場銷售為一體的民營企業,擁有12年數控設備制造經驗,三大生產基地,為您節省,
提供24小時上門服務,可定制加工中心機床,歡迎新老客戶咨詢服務熱線:0510-87553118。
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號