科鼎數控cnc加工中心
該設備是一臺集銑、鉆、鏜孔、攻牙、切削、倒角、3D 曲面加工于一體的數控設備,適用于各種長度的型鋼、銅、鋁等金屬加工
鉆攻中心里數控加工中心好多個常見指令的程序編寫方法M00、M01、M02和M30的差別
在入門數控加工中心程序編寫時,對之上好多個M編碼簡易搞混;
M00為程序中止指令。程序履行到此走刀中斷,主軸軸承轉停。從頭開始按啟動按鍵后,再再次履行后邊的程序段。主要用以程序編寫者想在生產加工使得數控車床中止(檢查產品工件、調節、銑面等)。M01為程序可選擇性中止指令。程序履行時操作面板上“挑選中斷”鍵處在“ON”情況時此功能才可以有效,要不然該指令失效。履行后的實際效果與M00同樣,常見于重要限度的檢查或臨時中止。
M02為主導程序完畢指令。履行到此指令,走刀中斷,主軸軸承中斷,冷凍液關掉。但程序鼠標光標停在程序結尾。 M30為主導程序完畢指令。功能同M02,不同點是,鼠標光標回到程序頭部位,無論M30后是不是也有別的程序段。 數控刀片補償數詳細地址D、H的應用
在一部分數控機床管理體系(如FAUNC)中,數控刀片補償主要參數D、H具備同樣的功能,可以隨意互換,他們都表明數控機床管理體系中補償存儲器的詳細地址頭銜,但實際補償值多少錢,重要是由他們后邊補償號詳細地址中的標值來決策。因此在數控加工中心中,為了更好地避免
錯誤,一般為標準H為數控刀片度補償詳細地址,補償號從1~20號,D為數控刀片半經補償詳細地址,補償號從24號開始(20把刀的數控刀)。比如:G00G43H1Z60.0;
G01G41D21X30.0Y45.0F150;
G92與G54~G59的應用
G54~G59是啟用生產加工前設置好的平面坐標,而G92是在程序中設置的平面坐標,用了G54~G59就沒有必需再應用G92,要不然G54~G59會被更換,理應避免 。留意:(1)一旦應用了G92設置平面坐標,再應用G54~G59不了一切功效,除非是關閉電源從頭開始啟動管理體系,或然后用G92設置所需新的產品工件平面坐標。(2)應用G92的程序完畢后,若數控車床沒有返回G92設置的起點,就再度啟動此程序,數控車床那時候地理位置就變成新的產品工件座標起點,易發病事故。因此,一定要謹慎使用。
感覺文中有效,來看我吧或強烈推薦給朋友,型材設備選科鼎,品質效率鼎上鼎!相信科鼎,相信自己!歡迎咨詢科鼎數控服務電話:13862591593!




 手機網站二維碼
手機網站二維碼 微信客服
微信客服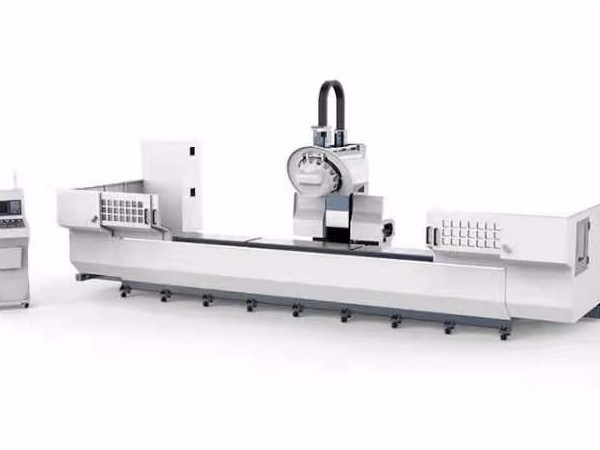

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號