型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

鋁件加工中心要怎么打孔才不變形,科鼎數控小編帶大家了解,主要有以下幾點。
降低毛坯的內應力
改善刀具的切削能力
合理選擇刀具幾何參數
改善刀具結構
改善工件的夾裝方法
合理安排工序
鋁合金零件加工變形的原因很多,與材質、零件形狀、生產條件、切削液的性能等都有關系。
引起變形的原因,主要有以下幾個方面:
毛坯內應力引起的變形
切削力引起的變形
切削熱引起的變形
夾緊力引起的變形
1、加工變形的原因
鋁件零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有以下幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。
2、減少加工變形的工藝措施
(1)降低毛坯的內應力
采用自然或人工時效以及振動處理,均可部分消除毛坯的內應力。預先加工也是行之有效的工藝方法。對肥頭大耳的毛坯,由于余量大,故加工后變形也大。若預先加工掉毛坯的多余部分,縮小各部分的余量,不僅可以減少以后工序的加工變形,而且預先加工后放置一段時間,還可以釋放一部分內應力。
毛坯形狀如圖雙點劃線所示重60kg,而零件僅重3kg。若按圖中虛線所示一次性加工成形,平面度誤差可高達14mm,若按圖中實線進行預加工,自然時效一段時間后再加工成形為所需要的零件,則平面度誤差可以減小到3mm。
(2)改善刀具的切削能力
刀具的材料、幾何參數對切削力、切削熱有重要的影響,正確選擇刀具,對減少零件加工變形至關重要。
① 合理選擇刀具幾何參數。
前角:在保持刀刃強度的條件下,前角適當選擇大一些,一方面可以磨出鋒利的刃口,另外可以減少切削變形,使排屑順利,進而降低切削力和切削溫度。切忌使用負前角刀具。
后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。
螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。
主偏角:適當減小主偏角可以改善散熱條件,使加工區的平均溫度下降。
②改善刀具結構。減少銑刀齒數,加大容屑空間。由于鋁件材料塑性較大,加工中切削變形較大,需要較大的容屑空間,因此容屑槽底半徑應該較大、銑刀齒數較少為好。例如,φ20mm以下的銑刀采用兩個刀齒;φ30~φ60mm的銑刀采用三個刀齒較好,以避免因切屑堵塞而引起薄壁鋁件零件的變形。
精磨刀齒:刀齒切削刃部的粗糙度值要小于Ra=0.4um。在使用新刀之前,應該用細油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。
嚴格控制刀具的磨損標準:刀具磨損后,工件表面粗糙度值增加,切削溫度上升,工件變形隨之增加。因此,除選用耐磨性好的刀具材料外,刀具磨損標準不應該大于0.2mm,否則容易產生積屑瘤。切削時,工件的溫度一般不要超過100℃,以防止變形。
③ 改善工件的夾裝方法。對于剛性較差的薄壁鋁件工件,可以采用以下的夾裝方法,以減少變形:
對于薄壁襯套類零件,如果用三爪自定心卡盤或彈簧夾頭從徑向夾緊,加工后一旦松開,工件必然發生變形。此時,應該利用剛性較好的軸向端面壓緊的方法。以零件內孔定位,自制一個帶螺紋的穿心軸,套入零件的內孔,其上用一個蓋板壓緊端面再用螺帽背緊。加工外圓時就可避免夾緊變形,從而得到滿意的加工精度。
對薄壁薄板工件進行加工時,最好選用真空吸盤,以獲得分布均勻的夾緊力,再以較小的切削用量來加工,可以很好地防止工件變形。
另外,還可以使用填塞法。為增加薄壁工件的工藝剛性,可在工件內部填充介質,以減少裝夾和切削過程中工件達變形。例如,向工件內灌入含3%~6%硝酸鉀的尿素熔融物,加工以后,將工件浸入水或酒精中,就可以將該填充物溶解倒出。
④ 合理安排工序。高速切削時,由于加工余量大以及斷續切削,因此銑削過程往往產生振動,影響加工精度和表面粗糙度。所以,數控高速切削加工工藝過程一般可分為;粗加工-半精加工-清角加工-精加工等工序。對于精度要求高的零件,有時需要進行二次半精加工,然后再進行精加工
粗加工之后,零件可以自然冷卻,消除粗加工產生的內應力,減小變形。粗加工之后留下的余量應大于變形量,一般為1~2mm。精加工時,零件精加工表面要保持均勻的加工余量,一般以0.2~0.5mm為宜,使刀具在加工過程中處于平穩的狀態,可以大大減少切削變形,獲得良好的表面加工質量,保證產品的精度。
3、操作技巧
鋁件材料的零件在加工過程中變形,除了上述的原因之外,在實際操作中,操作方法也是非常重要的。
(1)對于加工余量大的零件,為使其在加工過程中有比較好的散熱條件,避免熱量集中,加工時,宜采用對稱加工。如有一塊90mm厚的板料需要加工到60mm,若銑好一面后立即銑削另一面,一次加工到最后尺寸,則平面度達5mm;若采用反復進刀對稱加工,每一面分兩次加工到最后尺寸,可保證平面度達到0.3mm。
(2)如果板材零件上有多個型腔,如圖4所示。加工時,不宜采用一個型腔一個型腔的次序加工方法,這樣容易造成零件受力不均勻而產生變形。采用分層多次加工,每一層盡量同時加工到所有的型腔,然后再加工下一個層次,使零件均勻受力,減小變形。
(3)通過改變切削用量來減少切削力、切削熱。在切削用量的三要素中,背吃刀量對切削力的影響很大。如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。
(4)走刀順序也要講究。粗加工強調的是提高加工效率,追求單位時間內的切除率,一般可采用逆銑。即以最快的速度、最短的時間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強調的是高精度高質量,宜采用順銑。因為順銑時刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時減輕零件的變形程度。
(5)薄壁工件在加工時由于裝夾產生變形,即使精加工也是難以避免的。為使工件變形減小到最低限度,可以在精加工即將達到最后尺寸之前,把壓緊件松一下,使工件自由恢復到原狀,然后再輕微壓緊,以剛能夾住工件為準(完全憑手感),這樣可以獲得理想的加工效果。總之,夾緊力的作用點最好在支承面上,夾緊力應作用在工件剛性好的方向,在保證工件不松動的前提下,夾緊力越小越好。
(6)在加工帶型腔零件時,加工型腔時盡量不要讓銑刀像鉆頭似的直接向下扎入零件,導致銑刀容屑空間不夠,排屑不順暢,造成零件過熱、膨脹以及崩刀、斷刀等不利現象。要先用與銑刀同尺寸或大一號的鉆頭鉆下刀孔,再用銑刀銑削。或者,可以用CAM軟件生產螺旋下刀程序。
影響鋁件加工精度和表面質量的主要因素是該類零件加工過程中容易發生變形現象,這需要操作者具備一定的操作經驗和技巧。
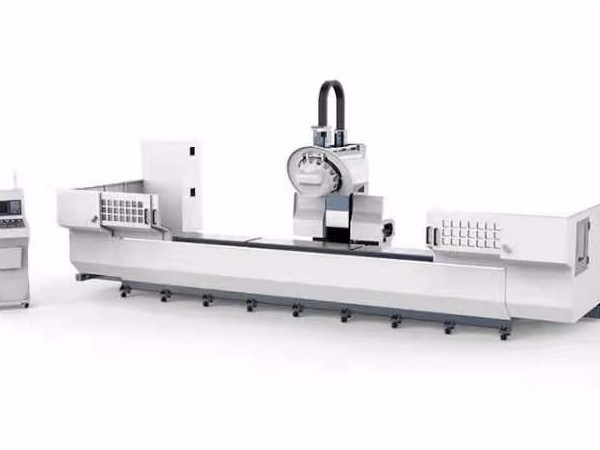
以上就是鋁件加工中心要怎么打孔才不變形 了, 我們科鼎數控設備有著12年數控設備制造/銷售的企業, 公司主要產品有:CNC加工中心、數控龍門加工中心、型材復合加工中心、高效率快速模具加溫爐、全自動鋁材鋸切機、攪拌摩擦焊機、全自動開模機、堿水循環回收設備等等,想了解更多 鋁型材加工中心相關的問題,歡迎聯系我們:0510-87553118 ,我們有專業的工程師為您解答。
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號