型材設(shè)備選科鼎,品質(zhì)效率鼎上鼎12年專注鋁型材專用數(shù)控加工設(shè)備研發(fā)與生產(chǎn)
直供熱線:189015232260510-87553118
控設(shè)備有限公司")
直供熱線:189015232260510-87553118
控加工中心|型材加工中心|加工中心廠家")
熱門關(guān)鍵詞: 數(shù)控鋸床怎樣自動鋸料 模具電磁加熱爐價格 電磁模具加熱爐的工作原理 鋁型材加工中心哪家好 鋁型材加工中心價格
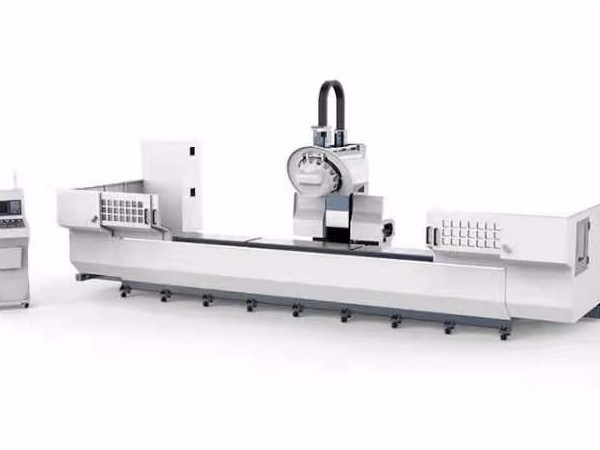
立式加工中心 該設(shè)備是一臺集銑、鉆、鏜孔、攻牙、切削、倒角、3D曲面加工于一體的數(shù)控設(shè)備,適用于各種長度的型鋼、銅、鋁等金屬加工,產(chǎn)品優(yōu)勢:1、系統(tǒng)配置日本三菱或法那科、新代。2、對1500mm-1000m以上長度的鋁型材加工效率非常高,可多支多排同時加工。3、對多面加工產(chǎn)品效率高,因工作臺長,可以同時裝夾兩個以上工位進(jìn)行加工,同時可以裝多個四軸。4、方便裝夾:操作工人只需要站在機(jī)床外面就能完成裝卸產(chǎn)品過程,所有夾具可設(shè)計(jì)成汽缸或液壓全自動方式,1分鐘內(nèi)可以完成工件裝卸。5、BT40主軸單元,可進(jìn)行重型切削加工。
加工中心是一種帶有刀庫和自動換刀裝置的數(shù)控機(jī)床,可使工件在裝夾后,自動連續(xù)完成銑削、鉆削、鏜削、鉸孔、攻螺紋、凹槽等多工序的加工,與其他機(jī)床相比,加工中心大大縮短了工件裝夾、測量和機(jī)床調(diào)整的時間。縮短工件的周轉(zhuǎn)、搬運(yùn)和存放時間,使機(jī)床的切削時間利用率高于普通機(jī)床的 3-4倍;具有較好的加工一致性,并且能排除工藝過程中人為干擾因素,從而提高了加工精度和加工效率,縮短生產(chǎn)周期[1];
此外,加工中心有自動換刀裝置,因而解決了刀具問題并具有高度自動化的多工序管理功能。立式加工中心主要由基礎(chǔ)部件、主軸部件、進(jìn)給機(jī)構(gòu)、數(shù)控系統(tǒng)、自動換刀系統(tǒng)及輔助裝置幾部分組成。主軸部件又是由主軸箱、主軸電動機(jī)、主軸和軸承等零件組成,主軸的啟動、準(zhǔn)停和變速等動作由數(shù)控系統(tǒng)控制,并通過裝在主軸上的刀具參與切削運(yùn)動。數(shù)控系統(tǒng)是由數(shù)控裝置、PLC、伺服驅(qū)動裝置及操作面板組成,它是完成加工過程的控制中心。
1 、換刀系統(tǒng)故障原因分析
本臺立式加工中心的正常換刀過程如下所述:在機(jī)床系統(tǒng)接到指令后,主軸回到換刀點(diǎn)的位置進(jìn)行準(zhǔn)停,之后刀庫向右移動到主軸處將其上的刀具取下,當(dāng)主軸上面的刀具進(jìn)入刀庫卡槽時,主軸向上移動脫離刀庫,隨后刀庫旋轉(zhuǎn)至對應(yīng)刀號,將指令中所指定的刀具對準(zhǔn)主軸正下方,主軸下移,使刀具進(jìn)入主軸錐孔內(nèi),刀具夾緊后,刀庫退回到原來位置,換刀過程結(jié)束。由上述得知,換刀的關(guān)鍵點(diǎn)是主軸必須準(zhǔn)停,即其一是 Z 向位置必須在換刀點(diǎn)位置,一般將 Z 向零點(diǎn)設(shè)為 Z 向換刀點(diǎn),如若零點(diǎn)位置改變,則換刀點(diǎn)位置改變,無法換刀;其二是主軸端面鍵必須與 X 向平行,如若位置有偏差,也無法換刀。其它如刀庫能否正常旋轉(zhuǎn)選刀、氣壓是否足夠等均換刀的必備條件。所以故障的原因應(yīng)分析如下幾個方面:
在刀庫能正常旋轉(zhuǎn)選刀、氣壓足夠的情況下,應(yīng)分析:
(1)手動方式下能否換刀; (2)刀庫是否可以正常移動; (3)能否正常選刀; (4)主軸準(zhǔn)停后,Z 向的位置是否在之前設(shè)定好的換刀點(diǎn)的位置; (5)系統(tǒng)中設(shè)置的換刀點(diǎn)的位置是否改變; (6)主軸準(zhǔn)停后,端面鍵是否與 X 軸平行。
2、 具體排查措施
(1)在“手動”方式下,按下?lián)Q刀按鈕,機(jī)床能夠正常手動換刀。主軸內(nèi)部的換刀缸沒有問題。 (2)按下機(jī)床右側(cè)的控制刀庫氣壓缸的換向閥按鈕,刀庫可以正常地左右移動到位。說明此組系統(tǒng)不存在問題。 (3)在 MDI 狀態(tài)下,輸入 M06 T01,系統(tǒng)在接收到換刀信號后,刀庫旋轉(zhuǎn),只要安裝在 1 號刀位上的圓形小凸塊靠近(距離為 0.3 mm 左右)無觸點(diǎn)開關(guān)(接近開關(guān)),數(shù)控系統(tǒng)就默認(rèn)為 1 號刀,并以此為計(jì)數(shù)基準(zhǔn),“馬氏機(jī)構(gòu)”轉(zhuǎn)過幾次,當(dāng)前就是幾號刀。在沒有刀具的情況下觀察整個換刀過程是否能完成,結(jié)果在選刀環(huán)節(jié)刀庫一直旋轉(zhuǎn)。如果記憶初始位置的小凸塊脫落或刀庫的接近開關(guān)存在問題,系統(tǒng)便無法判斷出指令中的刀具號,所以出現(xiàn)的問題就是系統(tǒng)一直處于選刀狀態(tài)。經(jīng)仔細(xì)檢查,是刀庫的接近開關(guān)脫落。(4)將控制面板上的“主軸定向”鍵按下,發(fā)現(xiàn)主軸的兩個凸出鍵并沒有與 X 軸方向平行,也就是主軸在定向后沒有轉(zhuǎn)到位。主軸準(zhǔn)停的原理是本機(jī)床采用霍爾元件檢測定向,引起主軸準(zhǔn)停位置不準(zhǔn)的原因可能是主軸準(zhǔn)停裝置電氣系統(tǒng)參數(shù)變化、定位不牢靠或主軸徑向跳動超差。首先檢查外部硬件,并沒有發(fā)現(xiàn)固定螺釘松動或定位鍵被損壞,即引起主軸準(zhǔn)停錯誤的原因極有可能是電氣系統(tǒng)參數(shù)發(fā)生了變化。通過查閱此臺機(jī)床參數(shù)設(shè)置說明書可知制機(jī)床主軸定位的參數(shù)為主軸伺服驅(qū)動器的 PA-39 號參數(shù),參數(shù)的值上升越多主軸向反方向偏轉(zhuǎn)的角度越大[3]。 (5)將銑刀柄裝入主軸錐孔,Z 軸移動至換到平面,機(jī)械坐標(biāo)顯示值為 Z-104.6,手動將刀庫緩慢靠近主軸,發(fā)現(xiàn)換刀點(diǎn)偏高,即換刀點(diǎn)位置發(fā)生了變化。換刀點(diǎn)位置與機(jī)床零點(diǎn)有關(guān),此值在參數(shù)中設(shè)置,一經(jīng)設(shè)置,在不重新設(shè)置的情況下便不會再改變。由于機(jī)床每次開機(jī)需進(jìn)行回零的操作,當(dāng)機(jī)床零點(diǎn)位置由于種種原因發(fā)生改變時,當(dāng)前的換刀點(diǎn)便會和原設(shè)好的換刀點(diǎn)有誤差。對于不需回零的機(jī)床刀庫而言,即使機(jī)床的零點(diǎn)位置發(fā)生改變,也不會影響換刀點(diǎn)的位置,只是當(dāng)機(jī)床的 MOS 電池不起作用、數(shù)據(jù)丟失的情況下才需要調(diào)整零點(diǎn)的位置,進(jìn)而重新調(diào)整換刀點(diǎn)的位置。這臺機(jī)床每次開機(jī)后需進(jìn)行回零操作,所以問題顯然是機(jī)床零點(diǎn)位置的變化導(dǎo)致?lián)Q刀點(diǎn)位置發(fā)生了改變。
本文標(biāo)簽: 立式加工中心換刀系統(tǒng)故障怎么處理?-科鼎數(shù)控
咨詢熱線
18901523226Tel服務(wù):18901523226
E-mailszkdsk@163.com
控設(shè)備有限公司")
Address
公司地址
江蘇省蘇州市南林開發(fā)區(qū)惠民路2號
江蘇無錫市宜興市徐舍鎮(zhèn)民北路90號
湖南省長沙市望城區(qū)馬橋河路
網(wǎng)站二維碼") 手機(jī)網(wǎng)站二維碼
手機(jī)網(wǎng)站二維碼
 微信客服
微信客服

 蘇公網(wǎng)安備 32050702010985號
蘇公網(wǎng)安備 32050702010985號