型材設(shè)備選科鼎,品質(zhì)效率鼎上鼎12年專注鋁型材專用數(shù)控加工設(shè)備研發(fā)與生產(chǎn)
直供熱線:189015232260510-87553118
控設(shè)備有限公司")
直供熱線:189015232260510-87553118
控加工中心|型材加工中心|加工中心廠家")
熱門關(guān)鍵詞: 數(shù)控鋸床怎樣自動鋸料 模具電磁加熱爐價(jià)格 電磁模具加熱爐的工作原理 鋁型材加工中心哪家好 鋁型材加工中心價(jià)格
攪拌摩擦焊:采用特型攪拌頭在待焊工件間旋轉(zhuǎn)、摩擦生熱,并擠壓以形成焊縫。采用攪拌摩擦焊取代傳統(tǒng)的氬弧焊,不僅能完成材料的對接、搭接、鋁鋰合金的焊接,大大提高了焊接接頭的力學(xué)性能,并且排除了熔焊缺陷產(chǎn)生的可能。
控")
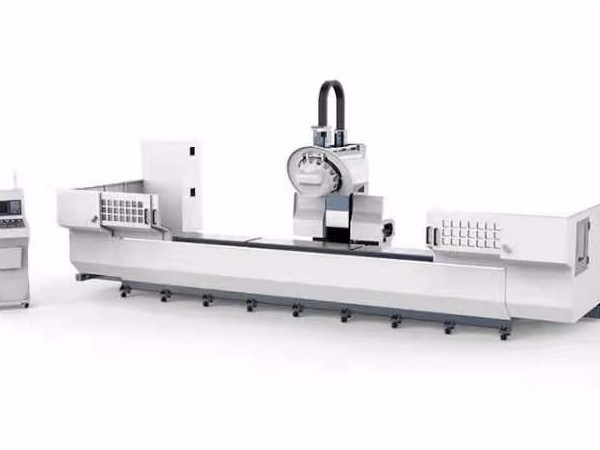
科鼎數(shù)控是一家集產(chǎn)品研發(fā)、生產(chǎn)制造、市場銷售為一體的民營企業(yè),擁有12年數(shù)控設(shè)備制造經(jīng)驗(yàn),三大生產(chǎn)基地,全部設(shè)備原廠直售,省去中間差,為您節(jié)省,提供24小時(shí)上門服務(wù),可定制攪拌摩擦焊,歡迎新老客戶咨詢服務(wù)熱線:0510-87553118
本文標(biāo)簽: 摩擦焊常用的分類有哪幾種?-江蘇科鼎鑫數(shù)控
咨詢熱線
18901523226Tel服務(wù):18901523226
E-mailszkdsk@163.com
控設(shè)備有限公司")
Address
公司地址
江蘇省蘇州市南林開發(fā)區(qū)惠民路2號
江蘇無錫市宜興市徐舍鎮(zhèn)民北路90號
湖南省長沙市望城區(qū)馬橋河路
網(wǎng)站二維碼") 手機(jī)網(wǎng)站二維碼
手機(jī)網(wǎng)站二維碼
 微信客服
微信客服

 蘇公網(wǎng)安備 32050702010985號
蘇公網(wǎng)安備 32050702010985號