型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

一般來說,配備機械手換刀裝置的機床,它們通常配備的刀庫都是圓盤式刀庫。那么,什么是機械手換刀呢?顧名思義,就是機床在需要換刀加工的時候,由機械手來代替人工完成抓刀、選刀、換刀的操作。 機械手在整個換刀過程中,負責將刀具從刀庫和加工中心的相互轉移,將要用的刀具從刀庫取下裝在在機床主軸上,同時將不需要使用的刀具從主軸上取下放回刀庫。機械手換刀的方式有一大特點就是,新刀和舊刀是同時抓取同時操作的,可以極大的節省時間。因此,機械手換刀相較于其他換刀的方式來說,優點眾多,換刀速度快,各機械元件運動幅度小等都是優點,也是目前最主流的換刀方式。

在數控加工中心加工的時候,通過旋轉轉塔,各個主軸頭按照設定的程序指令,依次轉動到加工位置,從而達到自動換刀的目的。由于這種方式是把各分主軸都統一集中在一個轉塔上,因此對轉塔主軸的剛度有著較高要求,對刀。
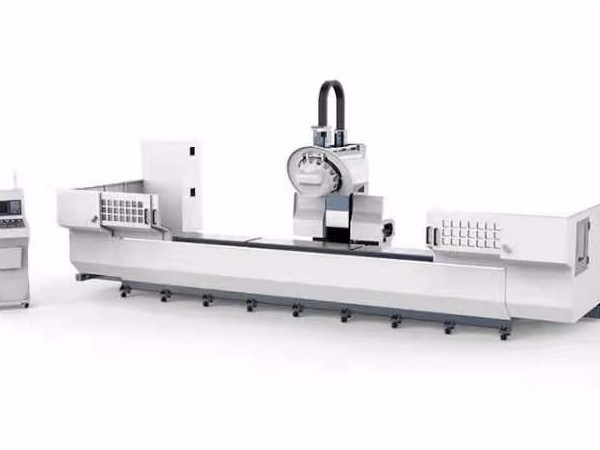
科鼎數控12年專注鋁型材專用數控加工設備研發與生產,機型通用性,型材廠必備機型,效率提高,產品基本無需售后,有售后3秒內響應,2小時出方案,省內8小時到現場,省外24小時到現場處理,提供易損件配件備用,提供操作手冊,遠程視頻服務,提供現場培訓指導。如需了解
數控加工中心請聯系客服:0510-87553118。
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號