型材設備選科鼎,品質效率鼎上鼎12年專注鋁型材專用數控加工設備研發與生產
直供熱線:189015232260510-87553118

直供熱線:189015232260510-87553118

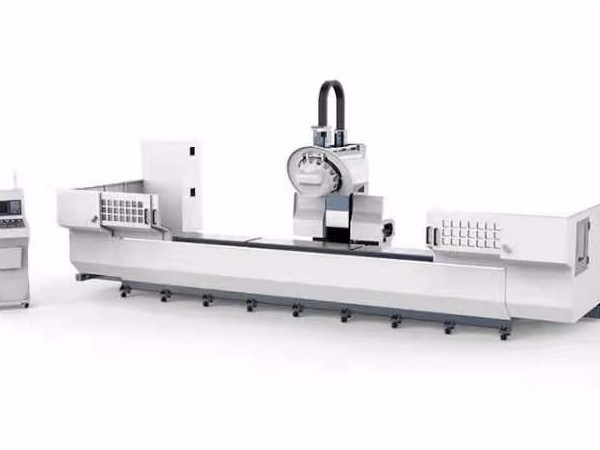
數控加工中心該設備是一臺集銑、鉆、鏜孔、攻牙、切削、倒角、3D 曲面加工于一體的數控設備,適用于各種長度的型鋼、銅、鋁等金屬加工,產品優勢 :1、系統配置日本三菱或法那科、新代。 2、對1500mm-1000m 以上長度的鋁型材加工效率非常高,可多支多排同時加工。3、對多面加工產品效率高,因工作臺長,可以同時裝夾兩個以上工位進行加工,同時可以裝多個四軸。 4、方便裝夾:操作工人只需要站在機床外面就能完成裝卸產品過程,所有夾具可設計成汽缸或液壓全自動方式,1 分鐘內可以完成工件裝卸。5、 BT40主軸單元,可進行重型切削加工。 上一期科鼎小編為您們分享了數控加工中心加工鋁薄板怎么裝夾,這期分享一篇數控加工中心對刀的原理和方法!如有效請分享給您朋友一起增加知識哦!
在學習對刀前我們先熟悉一個指令M06 T(刀號),是一個自動換刀指令。數控加工中心有一刀庫,我們如果需要哪把刀就用這個指令把它調出來。當然還有另一種情況就是手動換刀,這個比較容易,你可以參看各廠家的說明書,了解下松刀和緊刀按鈕就可以了。
實例:將一個大小為200X200X30工件裝夾刀立式加工中心的工作臺上,對刀要求以工件的O點作為原點,建立工件坐標系,設置相關參數。
方法:首先在主軸上通過M06 T(刀號)指令或者手動換刀的方式裝上直徑為10的尋邊器。其結構如下圖。
這是一個偏心式尋邊器,通過靠近工件邊緣尋找同軸旋轉點的方法來確定主軸中心。當然要注意的是當尋邊器同軸后的點離我們所需的位置差一個半徑的距離5毫米,計算時要留意。
上圖顯示了工件在機床上的位置,我們先把尋邊器靠在圖片所示的尋邊器1位上,記錄下當下的Y軸的機械坐標位置a,在G54坐標系中輸入的數值為a+5。然后將尋邊器靠在圖片所示的2位置,記錄下當下的X軸的機械坐標位置b,在G54坐標系中輸入的數值為b+5。所需位置點離測量點沿著軸的正方向時加,相反則減。
具體界面操作如上圖所示,將機床調到手輪模式,移動滑臺到所需位置后,按下刀偏設置按鈕(offset setting),找到坐標系,界面中有顯示G54坐標系的XYZ,我們按之前的方法一一輸入XY的機械坐標位置。輸入鍵按鈕為input。由此XY面的坐標系已經完成,對Z軸因為刀具長短的關系,我們每次加工如果要用到2把以上的刀,就不能直接在Z軸輸入。我們需要在刀偏中設置。具體操作我將在下篇給大家詳細講解。
咨詢熱線
18901523226Tel服務:18901523226
E-mailszkdsk@163.com

Address
公司地址
江蘇省蘇州市南林開發區惠民路2號
江蘇無錫市宜興市徐舍鎮民北路90號
湖南省長沙市望城區馬橋河路
 手機網站二維碼
手機網站二維碼
 微信客服
微信客服

 蘇公網安備 32050702010985號
蘇公網安備 32050702010985號